VÍDEOS TUTORIALES DEL PROGRAMA CADe_SIMU
miércoles, 2 de julio de 2014
jueves, 19 de junio de 2014
AUTÓMATAS PROGRAMABLES
CONTROLADORES LÓGICOS PROGRAMABLES
P.L.C.
INTRODUCCIÓN:
¿Qué es un PCL?
¿Qué es un PCL?
Genéricamente, un Controlador Lógico
Programable, es un dispositivo que puede ser programado para cumplir
determinadas tareas de control en sistemas automáticos.
Existen variados tamaños de PLC; para
pequeñas aplicaciones, pueden ser como un paquete de cigarrillos, pero los hay
del tamaño de un acondicionador de aire, o más grandes, teniendo en cuenta que
a esta escala son modulares, es decir que se les pueden agregar tantos módulos
como sea necesario de acuerdo a las necesidades. Estos módulos pueden ser de
entrada, de salida, o unidades de proceso.
Los PLC son muy utilizados para
controlar aquellas máquinas que deben seguir procesos secuenciales a nivel
industrial, tales como empaque de productos, control de motores, monitoreo de
sensores, monitoreo o control de armado de partes, otros. Su elección depende
del tipo de proceso a automatizar, así como de la cantidad de entradas y
salidas necesarias para atender todos los sensores y actuadores del sistema.
Un PLC, como cualquier sistema de
control, entrega determinados estados en sus salidas dependiendo del estado de
sus entradas y de un proceso de corrección, que en este caso sería el programa
que tenga cargado en su memoria, que debió ser diseñado para la aplicación en
especial.

Figura 1
Por ser un dispositivo programable, el
proceso que se desea automatizar debe ser estudiado para generar el programa
con sus rutinas, que por medio de una serie de instrucciones, y basado en las
señales de entrada, tomen la decisión sobre la acción que se debe ejecutar en
los actuadores automáticos del proceso. Este programa se carga al PLC a través
de algún tipo de software diseñado para tal fin, ya sea por medio de una
computadora convencional, o mediante una unidad programadora “manual”, que son
pequeñas computadoras diseñadas especialmente por los fabricantes de los PLC,
para la programación de éstos. (Ver
Figura 1. Tamaño aproximado similar al de un multímetro).
Cualquier proceso que involucre
encendido o apagado de ciertas máquinas con una secuencia lógica, o bien la
lectura de variables análogas o el control de determinados sistemas análogos,
puede ser llevado a un PLC como una solución para que tal proceso se ejecute en
forma automática.
Los PLC tienen entre sus componentes
internos, esencialmente, los mismos constituyentes que los microcontroladores;
es lícito preguntarse entonces porque se aborda como un dispositivo diferente,
y no como si fuese un microcontrolador. Las razones fundamentales que crean una
gran diferencia con éstos, son las siguientes:
-Los PLC vienen diseñados para trabajar
en ambientes industriales, con blindajes especiales, con el objeto de no
dejarse afectar por las perturbaciones eléctricas que ocurren constantemente
debido a los transitorios generados por motores y en general todas las máquinas
que forman parte de la red eléctrica y de control de una planta fabril.
-El diseño de los PLC, como se verá más
adelante, está orientado fundamentalmente al reemplazo de relés o relevos, que
es una pieza fundamental en el control de procesos industriales, y las
operaciones estrechamente vinculadas a éstos, tales como el conteo de
operaciones y el eventual retardo de tiempo para producir cada operación, entre
otras.
El primer punto se refiere en
particular a los aspectos constructivos, o de hardware; el segundo plantea una
diferencia fundamental en cuanto al análisis de su funcionamiento.
El PLC nació como un reemplazo de los Controles de Lógica
Cableada (WLC); estos son los tableros de mando eléctricos en base a relés.
Como su nombre lo indica PLC; es el acrónimo de "Programmable Logic
Controller" (en sus siglas en Ingles). El "Controlador Lógico
Programable", nació como un dispositivo digital de memoria programable
para almacenar instrucciones de programa de lógica secuencial.
Actualmente los PLC no sólo controlan la
lógica de funcionamiento de máquinas, plantas y procesos industriales, sino que
también pueden realizar operaciones aritméticas, manejar señales analógicas
para realizar estrategias de control, tales como los controladores proporcional
integral derivativo (PID). Son realmente una pequeña computadora
industrial que pueden alojarse en el mismo equipo de planta y que pueden
conectarse a paneles de operador para entregar y recibir datos u órdenes del
proceso que automatiza y que pueden asimismo enlazarse a otros dispositivos en
redes y a las computadores que centralizan la automatización a un nivel
superior; como para toda una planta industrial.
HISTORIA DE LOS PLC:
Hacia fines de la década del 60 la
creciente industrialización de los países desarrollados planteó la necesidad de
reemplazar los complejos sistemas elaborados con numerosos relés y el
consecuente cableado. Este requerimiento en particular se presentó en la
industria automotriz, en los EEUU. Por ese entonces, la empresa Bedford
Associates propuso al mayor fabricante de automóviles de EEUU, algo llamado
Modular Digital Controller (MODICON). Simultáneamente otras compañías hicieron
propuestas parecidas, pero se considera al MODICON 084 como el primer PLC
producido comercialmente en el mundo.
Estos primeros PLC´s tenían el
inconveniente de no poder usarse modularmente (comunicándose entre sí), como
tampoco servían en caso de cambiar los requerimientos de la cadena de
producción para la que fueron diseñados.
Hacia 1973 aparecen los primeros PLC
con posibilidad de comunicarse con otros dispositivos (Modbus, de
Modicon). Fue entonces posible conectar varios PLC entre sí, permitiendo que
cualquiera de ellos conociera el estado de operación de los demás. También
comenzaron a permitir su reprogramación, con lo que se podían reutilizar en
caso de producirse cambios en la cadena o proceso de producción.
En la década de los 80, con el
surgimiento de las computadoras personales, fue posible la programación de los
PLC de una manera más sencilla, gracias a la fácil comunicación e interfase más
amigable entre usuario y máquinas.
Para la década de los 90, la
estandarización de los protocolos de comunicación y de los lenguajes de
programación, ha hecho que prácticamente cualquier PLC pueda integrarse a
determinada red sin importar su fabricante. En la actualidad existe una
Recomendación Internacional, la IEC 1131-3
(http://www.plcopen.org/iecdocs.htm), muy útil por cuanto normaliza no solo el
aspecto hardware sino también los lenguajes de programación de los PLC. Gracias
a la IEC 1131-3 en la actualidad se ha logrado independizar del fabricante la
utilización de los PLC en la automatización industrial.
En los 60´s
En los 70´s
Actual Tendencia
Estructura Básica
Historia del PLC
En 1968, la General Motors (Cía. automotriz
norteamericana) pensando en sus necesidades de automatizar los procesos del
ensamblaje del automóvil, invirtió dinero en el desarrollo de un controlador, y
con la dirección de Dick Morley, considerado el Padre del PLC, crearon el
MODICON que significa MOdular DIgital CONtroller (Controlador Digital Modular),
que se convirtió en la primera marca de PLC que existió.
La marca Modicon fue vendida en 1977 a Gould
Electronics, y posteriormente adquirida por la compañía Alemana AEG y más tarde
por Schneider Electric; el actual dueño.
Uno de los primeros modelos "MODICON 084"
se encuentra en exhibición en el corporativo de Modicon en el Norte de Andover,
Masachusets. Fue regalado a Modicon por GM, cuando la unidad fue retirada tras
casi veinte años de servicio ininterrumpido. La industria automotriz es todavía
una de las más grandes usuarias de PLCs, y Modicon todavía numera algunos de
sus modelos de controladores con la terminación ochenta y cuatro.
Algunas marcas con alto prestigio son ABB Ltd.,
Koyo, Honeywell, Siemens, Schneider Electric, Omron, Rockwell (Allen-Bradley),
General Electric, Tesco Controls, Panasonic (Matsushita), Mitsubishi e Isi
Matrix machines.
En los 60´s
- El MODICON 084 fue
el primer PLC producido
comercialmente.
En los 70´s
- Se
incorpora el microprocesador al PLC: Ell AMD 2901 y AMD 2903 eran comunes
en los Modicon.
- Se
incrementa la capacidad de memoria, la posibilidad de E/S remotas,
analógicas y numéricas.
Lenguajes con mayor número de instrucciones. - Desarrollo
de las comunicaciones con periféricos y computadoras.
- Primer bus de comunicaciones, 1973:
el bus de Modicon (Modbus).
En los 80´s
- Protocolo
de comunicación abierto "MAP" de General Motors.
- Mayor
reducción de tamaño.
- Programación
a través de computadoras personales.
- Módulos
PID
En los 90´s
- Modernización
de las capas físicas de los protocolos sobrevivientes.
- Estándar
Internacional IEC 1131-3 para unificar el sistema de programación de los
PLC.
- Las
PC´s comienzan a reemplazar al PLC.
Actual Tendencia
- Funciones
específicas de control.
- Canales
de comunicación entre si y computadoras en red.
Estructura Básica
Así como una computadora, la estructura básica del
hardware esta propiamente constituida por:
- Fuente
de alimentación.
- Unidad
de procesamiento central (CPU)
- Módulos
de entrada/salida (E/S)
- Módulos
de memoria.
- Unidad
de Programación.
Clasificación de los PLC
Según su configuración de hardware:
- Compactos
- Modulares
Configuración Compacta:
Estos reúnen en una sola construcción o equipo:
- La
fuente de alimentación (incluido en su mayoría)
- La
CPU
- La
memoria
- Las
interfases de E/S (entrada/Salida)
Ventajas:
- Económicos
- Construcción compacta
- Programación bastante
sencilla
- Fácil instalación.
- Son rentables desde que
reemplazan a 5 relés.
Aplicaciones simples pero
distribuidas en numerosos sectores:
- Mando de arranque de motores
- Mando de bombas
- Puertas automáticas,
- Máquinas de llenado o
embolsado,
- Calefacción, climatización y
ventilación
- Fajas o bandas transportadoras
- Sistemas automáticos de
equipos, otros…

Ej. Micrologix 1000 de Allen Bradley. Con diversas configuraciones de E/S
Configuración
Modular:
Estos se caracterizan
en que se arman de acuerdo a las necesidades, logrando
así mayor flexibilidad.
Configuración Compacta
Modular
Ejemplos: Logo! de Siemens.
Aunque estos aceptan módulos de expansión
como de entradas y salidas digítales
o analógicas. Sin embargo el número
de módulos que pueden acoplarse y sus
prestaciones son bastante limitados.
 Clasificación por su Capacidad
ESTRUCTURA DE UN PLC: |
Un PLC consiste principalmente de una
CPU, áreas de memoria externa, y circuitos adecuados para comunicarse con las
entradas y salidas del PLC. Veamos esto en el diagrama presentado en la Figura 2:

Observamos con mucha frecuencia la
palabra “relé”. Efectivamente, como ya se ha mencionado, los PLC están
estrechamente vinculados con los relés o “relays”, puesto que fueron creados
para reemplazarlos cumpliendo con las mismas funciones, aunque no sean
parecidos físicamente. Antes de seguir adelante, veamos como está construido un
relé tradicional, y un ejemplo de su posible aplicación.
El ejemplo más sencillo de relé lo constituye una bobina y un contacto,
como se observa en la figura 3.

Un típico relé puede
pensarse como una llave o interruptor electromagnético. Aplicando una tensión
continua a la bobina de la Figura 3,
mediante el accionamiento de un pulsador, se genera un campo magnético. Este
campo succiona o “chupa” el contacto cerrando el circuito de corriente alterna,
por ejemplo, permitiendo que suene la campanilla “BELL”. En este sencillo
ejemplo, tenemos tres componentes reales: el pulsador, el relé y la campanilla.
Además tenemos dos circuitos separados: el inferior, de corriente continua, y
el superior, de corriente alterna. En este caso hemos usado un relé de
corriente continua, para controlar un circuito de corriente alterna.
Sabiendo como es un relé real,
continuemos ahora analizando ahora los componentes de un PLC (Figura 2), que sin ser físicamente
parecidos (insistimos) a un relé del mundo real, debe cumplir con funciones
idénticas.
RELES DE ENTRADA (contactos)
Estos contactos están conectados con el
“mundo exterior” del PLC. Físicamente existen, y reciben señales de interruptores,
sensores, etc., y en realidad no son relés, sino que tienen componentes del
tipo o similares a los mostrados en la Figura
4.

Se observa aquí que
este “relé de entrada” no es muy parecido al visto antes, pero esta es una
típica entrada a un PLC. Las entradas pueden ser analógicas o digitales, aunque
las más utilizadas son las digitales, que por medio de optoacopladores toman el
voltaje entrante y permiten la activación de la variable respectiva dentro del
programa del PLC. Las tensiones de entrada pueden ser de alterna o continua y
de cualquier valor. El optoacoplador puede ofrecer una protección de hasta
6000 Volts en la entrada sin producir daño alguna en la circuitería interna del
PLC. Se aprecia también en la Figura 4,
el símbolo utilizado dentro del programa del PLC para representar una entrada,
que se denomina “contacto”.
Un módulo típico de PLC puede constar
de 8 ó 16 entradas, ofreciendo externamente la cantidad de terminales
correspondientes a los contactos de cada uno de los optoacopladores.
RELES DE SALIDA (bobinas)

Son salidas físicas a
las cuales se conecta el cableado que llevará la señal a los actuadores de la
máquina o proceso que se está controlando. Cada salida corresponde a una
variable dentro del programa en ejecución. En general, los módulos de
salida están basados en relés (también “relevos”), como se observa en la
configuración de la Figura 5, por
ser dispositivos que soportan corrientes de cierta importancia a través de sus
terminales de contacto, y porque además ofrecen alto aislamiento para el PLC
con respecto a los circuitos externos. Estos relés son salidas del tipo
“On/Off”, o sea conectan o no un actuador, que puede ser un motor, un timbre,
otros. También hay salidas a través de optoacopladores, transistores, TRIACs,
etc., pero las de relés son las más usadas. En la Figura 5 se muestra un circuito típico de salida de un PLC por
medio de relé, con el correspondiente símbolo para representarlo en el programa
de control (que veremos más adelante). Al igual que las entradas, un módulo de
salida puede estar compuesto de 8 ó 16 juegos de contactos, en la mayoría de
los casos.
RELES UTILITARIOS INTERNOS (SIMULADOS)
(contactos)
Continuando con el análisis de los
componentes detallados en la Figura 2,
diremos que estos relés no reciben señales desde el mundo exterior al PLC, ni
tampoco existen físicamente como relés. Son relés simulados dentro del PLC, y
su importancia radica en que permite al PLC eliminar relés externos.
CONTADORES (SIMULADOS)
Tampoco existen físicamente; son
variables que simulan a los contadores reales. Pueden hacer conteo de entradas
y salidas físicas o lógicas, como también, como también pueden hacerlo en forma
ascendente o descendente, activando otras variables luego de comparar el valor
del conteo en que se encuentren, con un valor que se haya programado
previamente.
TEMPORIZADORES (SIMULADOS)
Los temporizadores o timers, que
tampoco existen físicamente, son variables que simulan un temporizador físico
al cual se le puede programar el tiempo deseado para la activación o
desactivación de otra variable dentro del programa o de entradas y salidas
físicas externas.
ALMACENAMIENTO DE DATOS
No es otra cosa que la memoria de datos
vista para los microcontroladores. Es decir hay registros asignados para simple
almacenamiento de datos, que generalmente se usan también como memoria de
almacenamiento temporario de cálculo.
MODO DE OPERACIÓN DE UN PLC:

PROCESO:
Una vez que se han leído las entradas,
el PLC ejecuta las órdenes de acuerdo al programa que se tenga en la memoria.
Durante este paso se ejecutan operaciones matemáticas, se verifica el estado de
los temporizadores al igual que el de los contadores, y se toman decisiones que
finalmente han de llegar a los módulos de salida.
ACTUALIZACIÓN DE LAS SALIDAS:
Una vez concluido el procesamiento del
programa cargado en memoria, la CPU ordena la actualización de los valores que
deben tener las salidas, o sea la activación (ON) o desactivación (OFF) si se
trata de salidas digitales, o un voltaje proporcional si se trata de salidas
analógicas.
TIEMPO DE ESCANEO:
El tiempo de escaneo (scan time),
también llamado tiempo de respuesta, es determinado por el lapso que hay entre
la ejecución por parte del PLC del primer paso, ir hasta el tercero y de nuevo
llegar al primero (ver diagrama anterior) o sea realizar un ciclo completo.
Cuanto más pequeño sea el tiempo de escaneo, mayor será la velocidad de
respuesta del PLC.
PROGRAMACIÓN DE UN PLC:
En la Recomendación IEC 1131-3
citada precedentemente, se definen cuatro lenguajes de programación, en los que
ha sido definida tanto su sintaxis como la semántica, por lo que no caben los
“dialectos”. Estos idiomas o lenguajes consisten en dos expresados en forma
textual y dos versiones gráficas:
Los dos textuales son:
-Lista de instrucciones (IL)
-Texto estructurado (ST)
Las dos versiones gráficas:
-Diagrama de Escalera (Ladder Diagram = LD)
-Diagrama de bloques de funciones (Function Block Diagram = FBD)
En el siguiente cuadro se dan como
ejemplo las mismas instrucciones en los cuatro idiomas:

La elección del lenguaje de
programación depende, entre otras cosas, de la experiencia de los
programadores, del problema que se deba resolver, del grado de detalle que
requiera la descripción del problema, y de la eventual comunicación que se deba
mantener con otros programadores o departamentos (esto en grandes fábricas, por
supuesto).
Los cuatro lenguajes permiten programar
las mismas acciones, teniendo algunos ventajas sobre otros dependiendo de las
aplicaciones.
En todos los casos, para programar
finalmente el PLC, o para transmitir al mismo el programa realizado en el
lenguaje elegido, es necesario una computadora y un software especial como se citó
en la introducción. La comunicación física se hace por medio de un cable desde
la CPU del PLC hasta algún puerto serial de la PC.
INSTRUCCIONES BÁSICAS DE PROGRAMACIÓN:
Nos referiremos con exclusividad al
lenguaje LD (Diagrama de Escalera), por ser uno de los más utilizados, por su
claridad para facilitar la comprensión de las diferentes aplicaciones, y porque
la mayoría de los PLC tienen el software necesario para transformar un LD en
“lenguaje de máquina”. veremos sólo las instrucciones necesarias para
comprender un ejemplo sencillo. Éstas, no obstante, constituyen una buena base
para quien desee profundizar el tema.
Para entender como funciona un diagrama
de escalera y con este propósito, reemplazaremos el pulsador, la batería y la
bobina del relé de la Figura 3 por
sus correspondientes en un LD. Para ello deberemos considerar los símbolos que
el PLC “comprende”, y no las designaciones habituales que damos nosotros cotidianamente:
-La batería se reemplaza con algo común
a todos los LD, llamadas “bus bars” o barras “bus”, que son
simplemente dos barras verticales, una a cada lado del diagrama.
(Serían los laterales o largueros de la escalera) Debe tenerse presente que
siempre en la barra de la izquierda es la de
tensión positiva, y la de la derecha, tierra. También se debe tener
presente, consecuentemente, que la corriente circula por los “peldaños”
de la escalera, de izquierda a derecha.
-Una instrucción de entrada se
representa así: (No confundir con los capacitores). Puede ser un
pulsador, un interruptor, o simplemente un contacto de un relé (real o simulado
internamente en el PLC). Para el PLC no importa verdaderamente del dispositivo
de que se trate. Simplemente es una entrada lógica equivalente a un contacto
“normalmente abierto”, y se utiliza cuando se necesita que una señal de entrada
esté presente para conectar. Esa conexión se asume como un estado lógico 1.
Analicemos un poco más este tema para evitar malas interpretaciones o
confusiones: La instrucción “en reposo” es un contacto abierto, y como tal, es
un 0 lógico. Cuando se acciona el contacto, o, lo
que es lo mismo, cuando hacemos el análisis de su funcionamiento, es cuando hacemos
la conexión y en consecuencia tenemos el estado lógico 1 o verdadero.
En consecuencia, cuando el estado lógico bajo análisis sea un “0”, reposo o
inactivo, esta entrada es “falsa” o “0”. Contrariamente, si el estado bajo
análisis es “1”, o activo, esta entrada debe considerarse como
“verdadera”. Esta entrada se usa como entrada externa o interna (de
relés internos; recordar que son simulados por el software del PLC) y también
para contactos de salida externa. Veamos ahora el caso opuesto:
-La entrada puede ser también entrada
negada, o contacto normalmente cerrado. Se utiliza cuando se necesita que
el contacto esté conectado (“1”), con el circuito en reposo. Esta
entrada negada puede usarse en los mismos casos citados para la entrada
descripta en el párrafo anterior.
Importante: En la mayoría
de los PLC, las instrucciones entrada o entrada
negada, deben ser el primer símbolo a la
izquierda del correspondiente peldaño de la escalera.
-Antes de completar nuestro primer
diagrama de escalera para reemplazar un relé, nos queda ver la
instrucción salida, que se asocia a la bobina del relé de la Figura
3. La salida, cuando está colocada en un peldaño de escalera, precedida de
entrada/s verdadera/s (1), será también verdadera. O
sea que cuando en el peldaño sea todo verdadero, la salida
está “conectada”. Puede pensarse esta salida como normalmente abierta o falsa, cuando el circuito está
inactivo, o es falso.
Esta instrucción se usa
para bobinas internas del PLC (simuladas), y para salidas externas.
-La opuesta, es la salida
negada, que funciona en forma exactamente opuesta a la vista
precedentemente. Se asimila a una bobina de relé normalmente cerrada, y tiene
las mismas aplicaciones que la anterior.
Resumamos lo anterior
en un cuadro:
Designación
|
Símbolo
|
Estado Lógico “0”
(Reposo o inactivo)
|
Estado Lógico “1”
(Con tensión o activo)
|
Entrada
|
 |
0 (falso)
|
1 (verdadero)
|
Entrada Negada
|
 |
1 (verdadero)
|
0 (falso)
|
Salida
|
 |
0 (falso)
|
1 (verdadero)
|
Salida Negada
|
 |
1 (verdadero)
|
0 (falso)
|
En función de lo anterior, el circuito
del relé de la Figura 3 representado
en un LD, sería sencillamente lo siguiente:

En este esquema simple, que tiene el
aspecto de una escalera, observamos que la entrada 0000 está en el mismo
peldaño que la salida 0500, de manera que, cuando la entrada 0000 esté en “1”,
también lo estará la salida 0500 y consecuentemente se habrá accionado la
bobina del relé. Debe destacarse aquí que la fuente de alterna de la Figura 3,
es externa al relé (y al PLC), por lo que no se coloca en el LD. En realidad,
el PLC acciona la salida 0500 (o bobina), sin importar que se está comandando
con ello, por lo que la fuente de alterna es irrelevante para el PLC.
También debe notarse que tanto la
entrada como la salida llevan un número, que más que una identificación se
refiere a la dirección del registro de memoria que las identifica. Esto es
importante, pues debemos decirle al PLC donde está cada cosa, o, en otras
palabras, debemos dar una dirección a cada uno y a todos los dispositivos del
PLC. Ampliaremos un poco este tema más adelante.
Ejemplo sencillo de programación
mediante LD utilizando los registros

Vamos a analizar como sería el
funcionamiento de un LD correspondiente a un circuito sencillo, para comparar
las diferencias:
El circuito de la Figura 7 energizará
la bobina cuando, sin abrir la SW2, cierre la SW1 pues de esta forma quedará
aplicado a la bobina el potencial de la batería.

Veamos en la Figura 8 como sería este
mismo circuito, representado en un LD, incluyendo los números de registros.
Recordemos que cada peldaño de la escalera debe contener una o
más entradas y una o más salidas. También, la primer instrucción de cada
peldaño debe ser siempre una entrada, y la última, una salida
o su equivalente.
Obsérvese que con un peldaño de
escalera solamente, se reemplazan todos los componentes del circuito de la
Figura 7, utilizándose una entrada, una entrada negada, y una salida. Por
supuesto que, cuanto más complejo es el circuito, mayor es la conveniencia de
utilización del LD. También se advierte la sentencia “END”, utilizada por la
mayoría de los fabricantes de PLC, y que indica que termina el programa y/o la
secuencia de los peldaños. Veamos ahora como se utilizan las direcciones. Estas
direcciones se vinculan con una cierta área de almacenamiento (archivos de
datos) del PLC, de manera que se puede guardar el “estado” de la instrucción,
o sea si es verdadera o falsa. En general, los PLC
utilizan direcciones de almacenamiento de 16 bits, que se analizan de esta
manera, teniendo en cuenta que en este ejemplo estamos usando dos registros o
direcciones de almacenamiento diferentes :
registro
|
00
|
|||||||||||||||
bit
|
15
|
14
|
13
|
12
|
11
|
10
|
09
|
08
|
07
|
06
|
05
|
04
|
03
|
02
|
01
|
00
|
estado
|
1
|
0
|
||||||||||||||
registro
|
05
|
|||||||||||||||
bit
|
15
|
14
|
13
|
12
|
11
|
10
|
09
|
08
|
07
|
06
|
05
|
04
|
03
|
02
|
01
|
00
|
estado
|
0
|
|||||||||||||||
En esta tabla vemos que el registro 00,
bit 00 (o sea la entrada 0000) tiene un 0 lógico; mientras que
el registro 00, bit 01 (o sea la entrada 0001) tiene un 1 lógico.
El registro 05, bit 00 (o sea la salida 0500), tiene un 0 lógico.
Como es sabido, el 0 ó 1 lógico, indica si la
instrucción es falsa o verdadera.
Nota: En realidad todos los
registros vacíos consignados en la tabla, debieron tener un “0”, pero se
han dejado en blanco para enfatizar las direcciones que nos interesaban.
El PLC sólo energizará la bobina
o la salida (la hará verdadera), cuando todas las condiciones
(entradas) en el peldaño sean verdaderas. Es decir que la tabla de
verdad para este ejemplo, sería:
ENTRADAS
|
SALIDA
|
ESTADO LÓGICO DEL BIT DE REGISTRO
|
|||
SW1
|
SW2
|
BOBINA
|
SW1
|
SW2
|
BOBINA
|
Falso
|
Verdadero
|
Falso
|
0
|
1
|
0
|
Falso
|
Falso
|
Falso
|
0
|
0
|
0
|
Verdadero
|
Verdadero
|
Verdadero
|
1
|
1
|
1
|
Verdadero
|
Falso
|
Falso
|
1
|
0
|
0
|
Como siempre, la tabla de verdad
muestra todas las posibles combinaciones de estados lógicos de las dos
entradas.
Ejemplo de aplicación: Control de nivel
en un tanque para líquidos
Este es el ejemplo clásico en el cual
se debe ejercer control sobre un actuador que regula el abastecimiento de
líquido para un tanque.
El caso más sencillo, aunque no
efectivo, consiste en un contacto único (sensor de nivel alto) el cual, al
activarse apaga el motor y al desactivarse lo enciende. Pero este sistema tiene
el inconveniente que el motor se conmutará muchas veces en poco tiempo,
disminuyendo así su vida útil.
La verdadera solución requiere la
utilización de dos sensores, que forman una “ventana” del nivel del líquido,
donde se tendrá un nivel alto que servirá de guía para apagar el motor, y un
nivel bajo con el que se encenderá. (Ver Figura 9)
En este ejemplo, se pretende que el
motor de la bomba de llenado funcione cuando el líquido esté entre los dos
niveles, deteniéndose cuando supere el nivel alto y arrancando cuando alcance
el nivel bajo. En este caso necesitaremos dos entradas (los
sensores de nivel) y una salida (la bobina de comando del
motor). Tengamos presente que:
Cuando los sensores NO están
sumergidos en líquido, están on (verdadero).
Cuando los sensores SI están
sumergidos en líquido, están off (falso).
Debe darse a cada dispositivo (de
entrada o salida) una dirección. Esto le permite al PLC, saber donde están
físicamente conectados cada uno de estos dispositivos. Asignemos las siguientes
direcciones:
Dispositivo
|
Nivel bajo
|
Nivel Alto
|
Bobina Motor
|
Relé utilitario interno
|
Dirección
|
0000
|
0001
|
0500
|
1000
|

En la figura 10 se observa lo que sería
el diagrama de escalera (LD) para la programación del PLC de este ejemplo.
Nótese que se está usando el relé utilitario interno (ver página 4), designado
como 1000, en este caso con una bobina (salida) y dos contactos (entradas).
Al ser simulado internamente en el PLC, (no existe físicamente) puede tener
tantos contactos como se requiera (o como lo permita la capacidad de memoria
del PLC).

Debe recordarse siempre que la razón
más frecuente para usar PLC en distintas aplicaciones, es el reemplazo de relés
físicamente reales. Los relés utilitarios internos hacen posible este reemplazo.
La cantidad de relés utilitarios internos es variable dependiendo de la marca,
y por supuesto, del tamaño del PLC, pero es común que un PLC pequeño tenga
cientos de ellos, y en los más grandes, cientos de miles. Por lo general, los
PLC traen muchos más de los necesarios. Esto es lógico, si pensamos que con
unos pocos bits de memoria se simula un relé utilitario interno.
Pero veamos como funciona el PLC que
hemos programado para el control del nivel de líquidos. Con referencia a la
figura 11, partimos del caso en que el tanque está completamente vacío, de
manera que los sensores no están sumergidos; están en un 1 lógico,
y en consecuencia ambas entradas, la 0000 y la 0001 están en verdadero y
se desprende del LD que la salida 1000 (relé utilitario interno) está
igualmente en verdadero, y consecuentemente también lo están los
contactos o entradas 1000 y la salida 0500.
Si la salida 0500 en verdadero, esto significa que el motor
de la bomba está funcionando y gradualmente se va llenando el tanque de la
figura 9.
Cuando el líquido alcanza el nivel bajo
del tanque, el correspondiente sensor pasa a un 0 lógico, o
sea falso, es decir que la entrada 0000 del
LD se volvió falso, como se observa en la figura 12. Sin
embargo, en esta condición, el relé utilitario interno 1000 se mantiene verdadero pues
está conectado a través de su propio contacto 1000 y de la entrada 0001
correspondiente al sensor de nivel alto, y bajo estas condiciones la bomba
sigue llenando el tanque. Esto es posible gracias al relé interno 1000 (aquí
vemos su utilidad), cuya función en este caso es producir un enclavamiento para
mantener en verdadero la salida 0500.
Continuando con el análisis, cuando el
nivel de líquido alcanza el sensor de nivel alto, éste transforma la entrada 0001
en falso, y se produce entonces la situación mostrada en la figura
13 y por lo tanto la bomba se detiene dejando de llenar el tanque.

 |
|
A medida que se va utilizando el
líquido, se va vaciando el tanque; cuando el nivel está por debajo del sensor de
nivel alto, se da la situación de la figura 14, de la que se comprende que
tampoco funciona el motor de la bomba en estas condiciones. Finalmente, cuando
el tanque se vacía completamente, volvemos a la situación analizada en la
figura 11, completándose el ciclo.
Con este sencillo ejemplo alcanzamos a
comprender la gran utilidad y economía que representa la utilización del PLC a
nivel de control de procesos industriales. Sin embargo, el PLC no solo es
conveniente desde el punto de vista del reemplazo de relés, sino que es
posible, a nivel de software, agregar herramientas valiosísimas para el control
de procesos. Veremos las más importantes en los temas siguientes.
INSTRUCCIONES LATCH O DE ENCLAVAMIENTO

Con lo visto hasta el momento,
comprendemos perfectamente como podemos hacer para reemplazar el relé de la
figura 3 por un PLC, para accionar la campanilla. Pero (siempre hay peros) esto
tiene un inconveniente. Si se trata de una campanilla que debe sonar mucho
tiempo, hay que tener el dedo sobre el pulsador todo el tiempo que deseamos
que suene la campanilla. Esto se resuelve mediante la instrucción latch,
utilizada para la retención del valor de una posición de memoria en el PLC. Son
de uso frecuente en enclavamientos por medio de pulsadores, es decir, con solo
activar una entrada por un instante, el PLC captura la señal y la deja permanente
dentro del programa aunque dicha señal haya desaparecido. Un latch puede
activarse con un pulso a través de su entrada set, y desactivarse
por medio de su entrada reset. Cada una de estas entradas al latch
se activan a través de contactos, que pueden ser posiciones de memoria, o
entradas físicas. El LD de la figura 15 muestra como se usa el latch en un
programa: Al pulsar 0000 se activa la entrada SET del latch, que
a su vez activa y mantiene en verdadero la entrada L500,
energizando la salida 0501, manteniéndose en este estado si no hay otra
entrada. Cuando se pulsa 0001, se activa la entrada RESET del
latch, que a su vez desactiva y mantiene en falso la entrada L500.
Aquí puede plantearse una pregunta
interesante: ¿Qué pasa si se pulsan las entradas 0000 y 0001 simultáneamente?
¿La salida 0500 quedará enclavada en un verdadero o en
un falso?
Para respondernos esta pregunta debemos
pensar en cómo se realiza la secuencia de escaneo en el LD. La escalera siempre
se escanea desde arriba hacia abajo y de izquierda a derecha. Teniendo esto
presente, podemos dar respuesta a las preguntas anteriores.
TEMPORIZADORES O TIMERS
Esta es una herramienta utilizada para
activar y desactivar una variable dentro del programa de acuerdo al tiempo que
se haya especificado. Así es posible programar una salida, para que en un
determinado tiempos encienda o se apague un dispositivo externo, por medio de
un temporizador que solo existe a nivel lógico. Los temporizadores de un PLC se
pueden pensar como un cronómetro regresivo, en el cual se debe indicar el
tiempo que durará el conteo, se debe dar inicio a dicho conteo, y cuando éste
finalice o llegue a cero, da una señal que para el PLC será la activación o
desactivación de una variable del programa.
Existen varios tipos de temporizadores;
los más comunes son:
-On Delay Timer (TON) o temporizador de retardo de conexión, y
-Off Delay Timer (TOF) o temporizador de retardo de desconexión

Veamos por ejemplo como funciona el
timer TON. El tiempo del timer se cuenta en función de los “tics” del reloj del
PLC, y cada tic puede ser de 1 ms, 10 ms, 100 ms, otros. Además el timer se
programa con una determinada cantidad de tics transcurridos los cuales,
es accionado el contacto comandado por ese timer. Además la cantidad de tics
puede variar de 0 a 9999 para un PLC de 16 bits trabajando en BCD (decimal
codificado en binario) o de 0 a 65535 para el binario de 16 bits.
Entonces el temporizador tiene: una entrada “enable” que inicia el conteo de
tiempo, y un contacto comandado por el timer, que se activa cuando el conteo ha
alcanzado la cantidad de tics programados para ese timer.
Por ejemplo, el temporizador de la
Figura 16 comenzará el conteo de tiempo cuando la entrada 0001 se vuelva
activa, y cuando alcance los 100 tics, hará activa entrada T000, por él
comandada, que a su vez accionará la bobina de salida 0500. Si el temporizador
tiene un incremento de 100 ms (tiempo de cada tic), entonces 0500 será
accionada 100 x 100 = 10.000 ms = 10 s después de haber accionado la entrada
0001. En este tipo de temporizador, se cumple este funcionamiento siempre que
0001 se mantenga en verdadero luego de haber sido accionada;
es decir, en el momento en que 0001 vuelve a falso, se resetea el
contador, volviendo a cero, y por lo tanto desconecta 0500. Es de destacar que
no pueden haber en el mismo PLC, dos temporizadores con la misma denominación,
pues utilizarían los mismos registros de memoria, lo que no es posible.
Hay otros tipos de temporizadores con
funciones un tanto más complejas, pero siempre su principio de funcionamiento
es similar al expuesto precedentemente.
CONTADORES
Un contador funciona de forma parecida
a un temporizador, solo que en lugar de que la base de conteo sea el tiempo, en
este caso es la activación de una entrada, una salida, o de una posición de
memoria.
Un ejemplo de aplicación de este
sistema, es el de conteo de productos a ser empacados en una caja. Si un sensor
se activa cada vez que un producto pasa frente a él, y en la caja caben
solamente 30 de ellos, en el PLC puede programarse un contador que lleve la
secuencia de la cantidad de veces que se activa dicho sensor, y cuando llegue a
30 emita una señal que comande el cambio de caja.
Como en el caso de los temporizadores,
hay también varios tipos de contadores:
-Contadores “Count up” (CTU), que
cuentan 1,2,3,…
-Contadores “Count down” (CTD), que
cuentan 9,8,7,…
-Contadores “Count up-down” (UCD), que
cuentan 1,2,3,4,3,2,3,4,5,…
Un contador sencillo tipo CTU o CTD,
requiere tres cosas para su funcionamiento:
1. Una entrada por donde ingresan los
pulsos que deseamos contar.
2. La posibilidad de programar la
cantidad de pulsos que deseamos contar hasta que el contador reaccione.
3. Una entrada que al activarse,
resetea el contador.

El contador UCD requiere una entrada
adicional, ya que una cuenta en forma ascendente, y otra descendente.
Por motivos similares a los expuestos
para los temporizadores, los contadores cuentan típicamente: de 0 a 9999; -
32.768 a + 32.767; o 0 a 65.535.

En la figura 17 se observa el LD de un
contador CTU, denominado C000. Este contador está programado para contar 100
pulsos por la entrada 0001, antes de accionar el contacto C000 y consecuentemente
la salida 0500. El sensor o entrada 0002, resetea el contador. Es importante
destacar que estos contadores cuentan pulsos cuando la entrada pasa de falso a verdadero o
de off a on, pero no a la inversa.
En la figura 18 se observa el LD de un
UDC, con una entrada adicional respecto del contador de la figura 17. En este
caso además, el contador deberá contar hasta 1000 antes de accionar la entrada
UDC000. La entrada 0002 se utiliza siempre para resetear; la entrada 0001
cuenta hacia arriba cuando se hace verdadera, y la 0003 hacia abajo
(descuenta) en idénticas condiciones. En este conteo, la salida 0500 se haráverdadera,
cuando se llegue a 1000.
De nuevo se hace notar que el contador
acumula valores solo en transiciones de off a on de los sensores de entrada,
pero no a la inversa.
http://www.profesormolina.com.ar/tecnologia/plc/introd.htm
http://www.profesormolina.com.ar/tecnologia/plc/auto.htm
http://www.profesormolina.com.ar/tecnologia/plc/plc.htmb
MONTAJE Y DESMONTAJE DE LAS PARTES PRINCIPALES DE UN LOGO! SIEMENS
PRESENTACIÓN DE LOGO!





DESMONTAJE DE LOGO!


















MONTAJE DE LOGO!








FIN DE MONTAJE DE LAS PARTES DEL LOGO!

 Programa A: No ejecuta el proceso Q1 (Sin señal en
I1, no prende la lámpara)
Programa A: No ejecuta el proceso Q1 (Sin señal en
I1, no prende la lámpara)
 Programa B: Ejecuta el proceso Q1 (Sin señal en I1,
se prende la lámpara)
Programa B: Ejecuta el proceso Q1 (Sin señal en I1,
se prende la lámpara)
Aquí:
 Es el
símbolo de contacto normalmente abierto: Se consulta si hay señal. Si hay señal en el
contacto es un "Si lógico".
Es el
símbolo de contacto normalmente abierto: Se consulta si hay señal. Si hay señal en el
contacto es un "Si lógico".
 Es el
símbolo de contacto normalmente cerrado: Se consulta si no hay señal. Si no hay señal en el
contacto es un "Si lógico". Ej. Si fuera los contactos de un relé o un pulsador
normalmente cerrado, cuando se abra el relé o el interruptor (es decir ya no
hay señal) entonces "se prende Q1".
Es el
símbolo de contacto normalmente cerrado: Se consulta si no hay señal. Si no hay señal en el
contacto es un "Si lógico". Ej. Si fuera los contactos de un relé o un pulsador
normalmente cerrado, cuando se abra el relé o el interruptor (es decir ya no
hay señal) entonces "se prende Q1".
 Es el símbolo del proceso de salida, aquí
corresponderá físicamente a una salida de "relé" que tiene el PLC, lo
que hará el cierre del circuito eléctrico para que prenda el foco.
Es el símbolo del proceso de salida, aquí
corresponderá físicamente a una salida de "relé" que tiene el PLC, lo
que hará el cierre del circuito eléctrico para que prenda el foco.
Entonces ya hemos escrito el primer programa ladder, o de contactos o en escalera. Otras alternativas de escritura son el "Plano de Funciones" o conocido como "Bloques Lógicos", una alternativa es utilizar el juego de instrucciones propias para cada PLC (esto es muy particulares de cada PLC al menos en su neumónica).
Para el desarrollo de lo mostrado estoy utilizando el PLC Micrologix 1100 de Allen-Bradley (Producto de Rockwell Automation).









 Es la función lógica
"AND", la salida es verdadera (estado 1) si todas las cuatro entradas
son verdaderas (estado 1), es decir los contactos están cerrados.
Es la función lógica
"AND", la salida es verdadera (estado 1) si todas las cuatro entradas
son verdaderas (estado 1), es decir los contactos están cerrados.
 Es la función lógica "OR", la salida es
"1" si por lo menos una de las cuatro entradas tiene el estado
"1"
Es la función lógica "OR", la salida es
"1" si por lo menos una de las cuatro entradas tiene el estado
"1"
 Es la función lógica "NOT", La salida es
"1" si la entrada es "0"; la salida es "0" si la
entrada es "1", es decir se invierte el estado de la entrada.
Es la función lógica "NOT", La salida es
"1" si la entrada es "0"; la salida es "0" si la
entrada es "1", es decir se invierte el estado de la entrada.
 Es la función
lógica "NOR", la salida es "1" si todas las cuatro entradas
tienen el estado "0", Un bloque "NOR" es igual al
bloque "OR" aplicando un bloque "NOT" a su salida.
Es la función
lógica "NOR", la salida es "1" si todas las cuatro entradas
tienen el estado "0", Un bloque "NOR" es igual al
bloque "OR" aplicando un bloque "NOT" a su salida.
 Es la función
lógica "NAND", la salida es "0" solamente si todas las
entradas tienen el estado "1". Este bloque es la negación del
bloque "AND"
Es la función
lógica "NAND", la salida es "0" solamente si todas las
entradas tienen el estado "1". Este bloque es la negación del
bloque "AND"
 Bloque de entrada digital. Representa una de los
bornes de entrada del PLC.
Bloque de entrada digital. Representa una de los
bornes de entrada del PLC.
 Bloque
de salida digital. Representa los bornes de salida de un relé del PLC.
Bloque
de salida digital. Representa los bornes de salida de un relé del PLC.
Otra solución es con el relé autoenclavador como se desarrolla más abajo.





La memorias son utilizadas para guardar los valores de salida; en Logo! se conocen como "marca" y se tiene 2 tipos:













 Es el bloque de conector
abierto. Se debe colocar "Contactos Abiertos", (X) en todos los
contactos de salida que no se utilicen, también pueden utilizarse
"Marcas", pero esto no es preferido ya que el número de
"Marcas" es limitado. Como en el bloque de "textos de aviso" de este ejemplo
o en otros bloques operadores, su uso no es requerido en los bloques de salida Q.
Es el bloque de conector
abierto. Se debe colocar "Contactos Abiertos", (X) en todos los
contactos de salida que no se utilicen, también pueden utilizarse
"Marcas", pero esto no es preferido ya que el número de
"Marcas" es limitado. Como en el bloque de "textos de aviso" de este ejemplo
o en otros bloques operadores, su uso no es requerido en los bloques de salida Q.

Nota: El simulador en Logo! Soft Comfort no advierte ningún problema si se dejan contactos de salida sin uso, pero al momento de transferir el programa al PLC se indicará que el programa ha sido transferido con errores y puede no funcionar correctamente.






Nota: El simulador en Logo! Soft Comfort no advierte ningún problema si se dejan contactos de salida sin uso (como se indica aquí que se utilicen Marcas o contactos abiertos), pero al momento de transferir el programa al PLC se indicará que el programa ha sido transferido con errores y puede no funcionar correctamente.
Logo! tiene un bloque de "Aritmética analógica"





Una señal analógica es un valor que representa a una magnitud física, estas pueden adoptar un valor cualquiera dentro de un rango definido. Lo contrario de analógico es digital. Una señal digital sólo puede tener dos estados, a saber: 0 y 1, es decir "off" y "on", respectivamente.De la señal eléctrica al valor analógico.
Proceso básico
Tensiones o Voltaje:
0 a 10 V
-10V a +10V
Intensidades o Corriente:
0 a 20 mA
4 a 20 mA
Para adaptar el "valor normalizado" a un "Valor Real" en una salida, por ejemplo mostrar el valor de la magnitud física en un display, hacemos el siguiente calculo, lo explicamos con un ejemplo:
Tenemos una Magnitud Real de Temperatura de -50 C a 100 C que será capturada y procesada en el PLC Logo! Señal eléctrica del sensor: 0 ---- 10V ( y corresponde igual al rango de la entrada analógica, en este ejemplo):




Observe que en este caso para una entrada analógica de 2 V le corresponde un valor normalizado de 200 y para una entrada anlogica de 10 V le corresponde un valor normalizado de 1000, estos son 2 puntos de la funcion lineal de escalamiento.

Esa misma entrada, ya digital; de 0 a 1000 se entrega a la salida analógica AQ1 del módulo de expansión AM2 (no olvidar que una salida analógica en Logo! debe tener como entrada un número entre 0 a 1000). La señal de salida será de 0 a 10V o de 4 a 20 mA.
Un amplificador analógico es útil para visualizar en el display el valor real de la VP (Variable de Proceso).
 . Este bloque toma la señal analógica
de entrada y hace el escalamiento de valor de entrada de 0 a 1000 a valores
reales. En la pantalla de configuración de este bloque:
. Este bloque toma la señal analógica
de entrada y hace el escalamiento de valor de entrada de 0 a 1000 a valores
reales. En la pantalla de configuración de este bloque:


Aplicación: Generador de salida de voltaje variable.
Para la prueba de una aplicación requiero tener una salida variable de voltaje (y corriente) a fin de utilizarla para simular la entrada de un transmisor y también para controlar dispositivos como un variador de frecuencia.

Es un equipo para el llenado de envases cilíndricos o cónicos de metal o plástico con líquidos o pastas de baja y mediana viscosidad.


S4 debe colocarse para actuar un solo un pulso; es decir el balde cierra S4 y avanza unos centímetros adelante, liberando S4. Como los baldes son cilíndricos no hay problema para que S4 se ubique entre 2 baldes. El balde luego de presionar S4 avanzará unos pocos centímetros, esto también da el tiempo para que el pistón de freno salga y se encuentre extendido a la llegada del balde y se evita que este golpee directamente al balde. Cuando el balde topa con el freno, se encuentra bien posicionado bajo el cabezal y se inicia el llenado.
Para este desplazamiento del balde, entre el contacto de S4 y su posición contra el freno, se está dando con T005 un tiempo de demora de 0.5 segundos antes de iniciar el llenado.
(Disponible para otras versiones; con más cabezales y accesorios.)
Enlaces de Interés
http://www.ab.com/linked/programmablecontrol/plc/micrologix/downloads.html
Se recomienda descargar:
•RSLogix Emulate 500 [9MB] ; Es el simulador del PLC Micrologix 500,.
--------------------------------
PLC-1: PROGRAMACIÓN DE PLC
INTRODUCCIÓN A LA PROGRAMACIÓN
En
este circuito de mando; Cuanto vale el estado de la lámpara (Q1) en términos de
PLC?
Si su respuesta es que la lámpara esta
apagada o su estado es CERO (0), es
que esta pensando solo en términos de un circuito eléctrico. .
En términos de PLC para dar la respuesta hay que ver el "programa", así
por ejemplo si aplicamos los siguientes programas:
Programa A:
Programa A: No ejecuta el proceso Q1 (Sin señal en
I1, no prende la lámpara)
Programa B:
Aquí:
Es el
símbolo de contacto normalmente abierto: Se consulta si hay señal. Si hay señal en el
contacto es un "Si lógico".Es el
símbolo de contacto normalmente cerrado: Se consulta si no hay señal. Si no hay señal en el
contacto es un "Si lógico". Ej. Si fuera los contactos de un relé o un pulsador
normalmente cerrado, cuando se abra el relé o el interruptor (es decir ya no
hay señal) entonces "se prende Q1".Es el símbolo del proceso de salida, aquí
corresponderá físicamente a una salida de "relé" que tiene el PLC, lo
que hará el cierre del circuito eléctrico para que prenda el foco.Entonces ya hemos escrito el primer programa ladder, o de contactos o en escalera. Otras alternativas de escritura son el "Plano de Funciones" o conocido como "Bloques Lógicos", una alternativa es utilizar el juego de instrucciones propias para cada PLC (esto es muy particulares de cada PLC al menos en su neumónica).
En este portal se resolverán
aplicaciones en PLC; y en muchos casos primero se resuelven en diagramas
eléctricos para las aplicaciones comunes (con cableados, interruptores,
contactos, relés, temporizadores, p.ej.) y luego serán desarrollados sus
equivalentes en ladder y en plano de funciones. Si el caso se presenta con un
diagrama eléctrico, entonces el lenguaje ladder será primero empleado por la
facilidad de construcción de los diagramas lógicos por su similitud con los
circuitos eléctricos.
Entorno
de Programación Empleados para las Aplicaciones Básicas
Para la práctica del logo la iniciaré
con el desarrollo de aplicaciones "aisladas" que pueden resolverse en
pequeños PLC compactos. Utilizaré el Micrologix 1100 de Allen Bradley y
el Logo! de Siemens.
En general para el manejo de un PLC se
requieren de 2 programas:
- Programa de Interface PC-PLC (o conexión)
- Programa de Programación
Para el desarrollo de lo mostrado estoy utilizando el PLC Micrologix 1100 de Allen-Bradley (Producto de Rockwell Automation).
El
software de interface es el RSLinx Classic, se requiere de un puerto serial en
la PC.
Y para su programación estoy utilizando el programa "RS Logix 500"; este otorga el entorno de programación ladder.
Y para su programación estoy utilizando el programa "RS Logix 500"; este otorga el entorno de programación ladder.


PLC Micrologix 1100
Entradas
digitales: 10. Entadas analógicas: 2. Salidas digitales: 6
Capacidad de expansión hasta 4 módulos de señales digitales, analógicas, RTD, termocuplas... Ver especificaciones. Conexión RS-232.
Capacidad de expansión hasta 4 módulos de señales digitales, analógicas, RTD, termocuplas... Ver especificaciones. Conexión RS-232.
Programación
con jugo de instrucciones o utilizando el software RSLogix 500 basado en
programación ladder, no incluye simulador. Incorpora funciones PID.
También se utilizará el PLC Logo de Siemens
Logo! y Logo
TD (HMI)
Entradas digitales: 8; expandible hasta 24.
Entradas analógicas:4 expandible hasta 8 (0 a 10 V o 0 a 20 mA o PT100)
Salidas digitales: 4; expandible hasta 16; con relays de 5A o transistores
Salidas analógicas:0; Expandible a 2. Conexión USB
Programacion con Logo!comfort, mediante diagramas ladder y diagramas de funciones.
Logo!comfort también es un simulador fuera de linea y tambien hace la conexión con el micro PLC Logo!
Incorpora funciones PI, rampa, amplificador, entre otras
Entradas digitales: 8; expandible hasta 24.
Entradas analógicas:4 expandible hasta 8 (0 a 10 V o 0 a 20 mA o PT100)
Salidas digitales: 4; expandible hasta 16; con relays de 5A o transistores
Salidas analógicas:0; Expandible a 2. Conexión USB
Programacion con Logo!comfort, mediante diagramas ladder y diagramas de funciones.
Logo!comfort también es un simulador fuera de linea y tambien hace la conexión con el micro PLC Logo!
Incorpora funciones PI, rampa, amplificador, entre otras
Documentación Recomendada:
Allen Bradley - Micrologix y
RSLogix 500:
Documentación de Micrologix 1100:
http://ab.rockwellautomation.com/Programmable-Controllers/MicroLogix-1100#/tab5
Descargar de este sitio el Micrologix_1100_programable_controlers.pdf
Descargar de este sitio el manual RSLogix 500 getting results guide
En este otro portal se encuentran varios documentos y ejemplos útiles http://www.infoplc.net/Descargas/Descargas.htm
De este portal se ha extraído:
Micrologix 100. Timing, Contring, Data-Handling Instruction
Este otro documento le ofrece una vision rápida de la programación con RSLogix 500: Micrologix with Rs Logix Tutorial.pdf.
Descargar de este sitio el Micrologix_1100_programable_controlers.pdf
Descargar de este sitio el manual RSLogix 500 getting results guide
En este otro portal se encuentran varios documentos y ejemplos útiles http://www.infoplc.net/Descargas/Descargas.htm
De este portal se ha extraído:
Micrologix 100. Timing, Contring, Data-Handling Instruction
Este otro documento le ofrece una vision rápida de la programación con RSLogix 500: Micrologix with Rs Logix Tutorial.pdf.
Siemens - Logo! y
Logo! Soft Comfort:
Soporte: http://support.automation.siemens.com/WW/llisapi.dll?func=cslib.csinfo2&aktprim=99&lang=es
Tutorial en linea de Logo!: https://infonet.siemens.es/Apli_Industry/formacion/Logo/auswahl.html
encontrará la explicación interactiva de las diferencias entre WLC, PLC y Modulo Lógico Logo, ejemplos de aplicación
Descargar de este sitio:Manual de programación con Logo! Soft Comfort
Descargar de este sitio: Manual de usuario de Logo!
Tutorial en linea de Logo!: https://infonet.siemens.es/Apli_Industry/formacion/Logo/auswahl.html
encontrará la explicación interactiva de las diferencias entre WLC, PLC y Modulo Lógico Logo, ejemplos de aplicación
Descargar de este sitio:Manual de programación con Logo! Soft Comfort
Descargar de este sitio: Manual de usuario de Logo!
Logo!
Se puede trabajar tanto
diagramas ladder (escalera o de contactos) o en diagrama de bloques, y en
su editor "Logo! Soft Comfort" permite transformar de una forma a
otra, la que se crea en otra hoja de edición, pero la transformación no siempre
me parece optima y ordenada. Internamente el Logo! trabaja como un
programa de bloques; y aunque suba los programas desde un programa en Ladder
siempre al descargarlos se devolverán en forma de bloques. Internamente
Logo! genera miles de pulsos por ciclo de programa (un ciclo de programa es
como un barrido que hace a todas las instrucciones del programa); y cualquiera
de sus entradas digitales pueden aplicarse hasta 4HZ (4000 pulsos por
segundo) y sus entradas especiales I3, I4, I5, I6 cuentan más rápido de
5Hz.
Programación en
Ladder y Bloques. Aplicación: Arranque Directo
El arranque directo es una aplicación muy sencilla para ser hecha con un
PLC, sin embargo es útil para la explicación de las funciones básicas para la
comprensión rápida de la programación; y el encender un motor puede ser pensado
como dar inicio a una acción.
Diagrama Eléctrico:

Lista de Ordenamiento:
Designación
|
Descripción
|
Operando (*)
|
F2F
|
Relé térmico (NC)
|
I:0/1
|
S0Q
|
Pulsador de parada (NC)
|
I:0/2
|
S1Q
|
Pulsador de marcha (NA)
|
I:0/3
|
Salidas
Designación
|
Descripción
|
Operando (*)
|
K1M
|
Contactor principal
|
O:0/1
|
(*) Operando de Micrologix 1100: I: Entrada
digital, O: Relé de salida. I: 0/n; n es el número de la salida o entrada.
Diagrama Ladder (Escalera) o de
Contactos:
Versión en Logo!

El relé térmico F1F y el pulsador de
parada S0Q con contactos eléctricos físicamente NC, por lo que su
resultado es "1" a la entrada de S1Q o del contacto auxiliar K1M.
Aquí es necesario aplicar una función
de memoria (para enclavar la alimentación a K1M por I3), una forma común es la
autoalimentación, como se muestra en el circuito con Logo!. Se consigue
colocando un contacto auxiliar NA del relé principal (K1M) paralelo al pulsador
de marcha (S1Q).
Si F1F o S0Q se abren se cae K1M
Una forma más simple es utlizando las
bobinas Set (para la conexión) y Reset (para la desconexión), en
Micrologix se conocen como Latch y Unlach, aquí la solución:

Plano de Funciones o
Diagrama de Bloques:
Una solución con Logo!:

Esta otra alternativa, me parece más
clara:

(Es recomendable marcar en la ficha de Simulación
que los bloques F1F y S0Q son pulsadores normalmente cerrados)
Es la función lógica
"AND", la salida es verdadera (estado 1) si todas las cuatro entradas
son verdaderas (estado 1), es decir los contactos están cerrados.Es la función lógica "OR", la salida es
"1" si por lo menos una de las cuatro entradas tiene el estado
"1" Es la función lógica "NOT", La salida es
"1" si la entrada es "0"; la salida es "0" si la
entrada es "1", es decir se invierte el estado de la entrada.Es la función
lógica "NOR", la salida es "1" si todas las cuatro entradas
tienen el estado "0", Un bloque "NOR" es igual al
bloque "OR" aplicando un bloque "NOT" a su salida.Es la función
lógica "NAND", la salida es "0" solamente si todas las
entradas tienen el estado "1". Este bloque es la negación del
bloque "AND"Bloque de entrada digital. Representa una de los
bornes de entrada del PLC.Bloque
de salida digital. Representa los bornes de salida de un relé del PLC.Otra solución es con el relé autoenclavador como se desarrolla más abajo.
Diagrama de Conexiones:
Función SET Y RESET.
En micrologix se conoce como Latch y Unlach,
En Logo! está disponible el Bloque Set/Reset o Relé autoenclavador.
En Micrologix como vimos arriba para el ejemplo de
arranque directo.

Una señal de entrada de S1Q enclava (Latch) a
K1M y una señal de salida (de S0Q o F1F) desenclava (unlach) a K1M.
LOGO!: Relé autoenclavador:
En
Logo! se tiene un bloque de Relé autoenclavador:  Una señal
de entrada en el Pin 1 activa la señal de salida y esta cesa hasta que se dé
una señal de entrada en el Pin 2. Para el ejemplo de arranque directo se
puede escribir:
Una señal
de entrada en el Pin 1 activa la señal de salida y esta cesa hasta que se dé
una señal de entrada en el Pin 2. Para el ejemplo de arranque directo se
puede escribir:
Una señal
de entrada en el Pin 1 activa la señal de salida y esta cesa hasta que se dé
una señal de entrada en el Pin 2. Para el ejemplo de arranque directo se
puede escribir:
En logo es mi forma preferida.
Ya que el relé térmico F1F y el pulsador de parada
S0Q con contactos eléctricos físicamente NC (En los diagramas de bloques
no hay entrada NA, y NC como en el diagrama ladder), por lo que se debe
negar la entrada utilizando el bloque  que es el
"bloque de negación (NOT)". En vez de utilizar este bloque se tiene
en Logo la alternativa de marcar la negación en el pin de entrada al Relé (se
hace un golpe con el botón izquierdo en el pin de entrada y este queda con la
marca de negación "de un punto"):
que es el
"bloque de negación (NOT)". En vez de utilizar este bloque se tiene
en Logo la alternativa de marcar la negación en el pin de entrada al Relé (se
hace un golpe con el botón izquierdo en el pin de entrada y este queda con la
marca de negación "de un punto"):
que es el
"bloque de negación (NOT)". En vez de utilizar este bloque se tiene
en Logo la alternativa de marcar la negación en el pin de entrada al Relé (se
hace un golpe con el botón izquierdo en el pin de entrada y este queda con la
marca de negación "de un punto"):
(Es recomendable marcar en la ficha de Simulación
de los bloques F1F y S0Q que son pulsadores normalmente cerrados, o bien al
momento de la simulación cerrarlos.)
En los diagramas de contactos, el "relé
autoenclavador" no se muestra con salida, por lo que debe insertar un
"contacto" con el valor del "relé autoenclavado", como se
muestra:
Aquí el contacto SF002 contiene el valor del rele
SF002. Adicionalmente obsérvese que no hay bloque o función de negación, ya que
las entradas F1F y S0Q son contactos NC. Un bloque de contacto NC se comporta
como una negación de un contacto abierto; es decir no hay señal dan un si lógico
(se ejecuta el proceso y dan un pulso o señal al pin Reset que desactiva al Relé
autoenclavador).
En los diagramas ladder, se utiliza esta
técnica de "contactos" para "llevar" los valores de
salida de los bloques de funciones especiales (contadores, temporizadores, y
otros).
Memorias con
Logo! : MARCA
La memorias son utilizadas para guardar los valores de salida; en Logo! se conocen como "marca" y se tiene 2 tipos:
Marcas Internas: IM. Solo se utilizan en los
diagramas de contactos y aunque aparentemente se está guardando el valor de
estado, lo que se está haciendo es ordenar la conexiones por lo que no existen
en los diagramas de flujo. No consumen recursos del sistema.
Marca, M:
Almacenan valores digitales o analógicos (valores de entrada) y lo devuelven a
su salida. En Logo! las marcas digitales van de M1 a M27 y las marcas analógicas
de AM1 a AM6. Hay algunas marcas reservadas por el Sistema, estas son: M8
(marca de arranque), M25 (retroiluminación del display de Logo), M26 (retroiluminación
de la pantalla TD del logo), M27 (marca para juego de caracteres de aviso)
Ejemplo
Aquí, tanto F1F y F0Q son contactos NC, entonces la
salida IM1 es "1", se utiliza luego esta marca con un contacto
cerrado "1M1" para negar este resultado y dar una señal de
desactivación al Relé autoenclavador. SF002.
Tal
vez la versión preferida es utilizando los estados de las funciones F1F y
F0Q con igual correspondencia a sus estados físicos, como en el siguiente el
diagrama:
Temporizadores: Función
Time On Delay (TON). Retardo a la conexión.
Aplicación: Arranque Directo con encendido temporizado:
Diagrama eléctrico:
Según este diagrama, después de la
conexión un tiempo indicado en el temporizador K1T se desconecta K1M.
K1T es un temporizador TON o Time on
Delay (o temporizado en la conexión), después de la señal (encendido de K1M),
se realiza la cuenta de un tiempo indicado y luego da señal de salida (como K1T
es un contacto NC, con la señal de salida se abre apagando K1M).
Diagrama de contactos en Logix Pro

y el diagrama de bloques desarrollado para Logo!:
El bloque TON (Time On Delay o Retardo a la
Conexión: Cuando se da la señal de entrada al bloque TON, el bloque genera una
salida después de un tiempo programado). Si la señal de entrada al bloque TON
se interrumpe entonces el temporizador se detiene y se restablece a cero.
Lo mismo en diagrama ladder (escalera):
y en versión con el relé autoenclavador:
En este caso se produce lo llamado como
recursividad: el Relé autoenclavador da el pulso para el TON el mismo que también
debe dar la señal al pin 2 del mismo relé autoenclavador; para hacer esto se
debe emplear una marca (M1), como se muestra en el diagrama. Otros casos de recursividad
se mostraran más adelante.
Temporizadores: Función
Time OFF Delay (TOF). Retardo a la desconexión.
Aplicación: Arranque Directo con encendido temporizado:
Arriba se resolvió el arranque encendido
temporizado utilizando una función TON (Time On Delay o Retardo a la Conexión:
Cuando se da la señal de entrada al bloque TON, el bloque genera una salida después
de un tiempo programado). Si la señal de entrada al bloque TON se interrumpe
entonces el temporizador se detiene y se restablece a cero.
Ahora utilizando la función TOF (Time Off
Delay o Retardo a la desconexión: después de cesar una señal de entrada al
bloque TOF, el bloque genera una salida y la desconecta después de un tiempo
programado). Una nueva señal de entrada detiene al bloque TON. Al inicial
el programa si no hay pulso de entrada el bloque TOF no genera salida.
Aquí los diagramas:
y en versión con el relé autoenclavador:
Aquí las soluciones con TOF, el tiempo se
inicia cuando se libera el pulsador de marcha S1Q, pudiendo ocasionar un
retardo adicional que pudiera depender del operario en liberar al pulsador; en
este caso prefiero las soluciones con TON. (Ver el diagrama)
Temporizadores
(continuación):
Aplicación: Arranque Directo con encendido retardado:
En este caso se dará el encendido después de un tiempo de accionar al
pulsador de arranque. La solución TON:
Solución TON:
La solución con TOF:
Aquí las soluciones con TOF, el tiempo se
inicia cuando se libera el pulsador de marcha S1Q, pudiendo ocasionar un
retardo adicional que pudiera depender del operario en liberar al pulsador; en
este caso prefiero las soluciones con TON.
CONTADORES
En logo el bloque contador tiene por símbolo:
,según como
se parametrice, una señal en el pin1 incrementa o decrementa un valor de
contaje interno. Se puede parametrizar para que se active la salida si se
alcanza un valor indicado y para que se desactive la salida si se alcanza un
valor indicado. Una señal en el pin2 inicializa a cero el contador. Una señal
en el pin 3 hace que la cuenta sea regresiva..
Para el programa:
{kind=link} Es el bloque de conector
abierto. Se debe colocar "Contactos Abiertos", (X) en todos los
contactos de salida que no se utilicen, también pueden utilizarse
"Marcas", pero esto no es preferido ya que el número de
"Marcas" es limitado. Como en el bloque de "textos de aviso" de este ejemplo
o en otros bloques operadores, su uso no es requerido en los bloques de salida Q.
Es el bloque de conector
abierto. Se debe colocar "Contactos Abiertos", (X) en todos los
contactos de salida que no se utilicen, también pueden utilizarse
"Marcas", pero esto no es preferido ya que el número de
"Marcas" es limitado. Como en el bloque de "textos de aviso" de este ejemplo
o en otros bloques operadores, su uso no es requerido en los bloques de salida Q. Nota: El simulador en Logo! Soft Comfort no advierte ningún problema si se dejan contactos de salida sin uso, pero al momento de transferir el programa al PLC se indicará que el programa ha sido transferido con errores y puede no funcionar correctamente.
Configuramos:
Cuando el contador alcance 5 se mostrara el
resultado en el Logo-TD, y cuando alcance el valor de 10 se dejará de
mostrar el resultado en el Logo-TD, la cuenta seguirá internamente.
La versión en diagrama ladder:

Es importante colocar el contacto de
salida no utilizado del logo TD a una marca (en este caso "M1")
Remanencia
En la ventana de configuración anterior se ha
marcado la casilla "Remanencia" esto significa que los valores
se mantendrán almacenados en el PLC después que se apague o se corte la
electricidad. Cuando se vuelva a encender el sistema se continuará con los
valores almacenados; esto es útil para llevar una cuenta total de operación. Muchas
otros bloques cuentan con una casilla para remanencia de valores.
Protección de
los Parámetros
Si en los parámetros de un bloque hay una
casilla de verificación Protección (como en la ventana del bloque contador
mostrado arriba), esta puede activarse para proteger los parámetros.
Con esto se especifica si los parámetros deben poderse visualizar y
modificar en el LOGO! en el modo de configuración..
LOGO TD
Display
Logo tiene una pantalla que nos permite la
entrada y visualización de datos: Logo TD display. ,que cuenta
con 4 filas de 12 caracteres.. Su uso es simple ya que no requiere
configuración y se lo usa directamente desde el software Logo! SoftComfort con
el bloque de "Texto de Aviso". Lo malo es que no tiene bloques para
la entrada de datos. Así si desea hacer una entrada de datos tendrá que
programarlo todo.
,que cuenta
con 4 filas de 12 caracteres.. Su uso es simple ya que no requiere
configuración y se lo usa directamente desde el software Logo! SoftComfort con
el bloque de "Texto de Aviso". Lo malo es que no tiene bloques para
la entrada de datos. Así si desea hacer una entrada de datos tendrá que
programarlo todo.
,que cuenta
con 4 filas de 12 caracteres.. Su uso es simple ya que no requiere
configuración y se lo usa directamente desde el software Logo! SoftComfort con
el bloque de "Texto de Aviso". Lo malo es que no tiene bloques para
la entrada de datos. Así si desea hacer una entrada de datos tendrá que
programarlo todo.
Veamos uso en la aplicación con 2 contadores:
Es importante colocar el contacto de
salida no utilizado del logo TD a una marca "X1"
La pantalla de configuración del Logo TD:
La pantalla de configuración del Logo TD:
Para colocar el contador basta arrastrar con
el puntero del mouse el parámetro que se quiera mostrar sobre la cuadricula que
representa la ventana. En una aplicación también puede negar el pin 1 en el bloque
de "texto de aviso" para que se muestre siempre el Logo TD., haciendo
esto en la aplicación anterior, tenemos:
Otra alternativa, para dar permanentemente la
señal "1" en la entrada del bloque de "texto de
aviso" es utilizar el bloque de "Estado 1" , así sería:
, así sería:
, así sería:
Es importante colocar "Contactos
Abiertos", (X) en todos los contactos de salida que no se utilicen, también
pueden utilizarse "Marcas", pero esto no es preferido ya que el
número de "Marcas" es limitado.
Nota: El simulador en Logo! Soft Comfort no advierte ningún problema si se dejan contactos de salida sin uso (como se indica aquí que se utilicen Marcas o contactos abiertos), pero al momento de transferir el programa al PLC se indicará que el programa ha sido transferido con errores y puede no funcionar correctamente.
Operador de
Aritmética Analógica
Logo! tiene un bloque de "Aritmética analógica"
este
calcula un valor de resultado "AQ" de una ecuación formada por
operandos y operadores definidos por el usuario, Tiene las cuatro operaciones básicas (+ - / * ), por ejemplo aplicado en el ejemplo de un contador vamos a
mostrar en la pantalla de salida la cantidad de pares contados.

Lo que queremos es que se indique: en la pantalla
del Loto TD la cantidad de pares que se tienen:
La operación seria dividir la cuenta en el
contador entre 2. Con Logo! si la división tiene un resultado
decimales más de 0.5 el resultado es redondeado al entero superior. Para evitar esto (truncamos los decimales) hacemos la siguiente operación: ((contador
x 1'0) - 5) / 20, esto se configura en la pantalla del operador de Aritmética Analógica
de la siguiente forma:
Aquí PRI: indica la prioridad de la ejecución
del operador: H: es primero seguido de M y luego L.
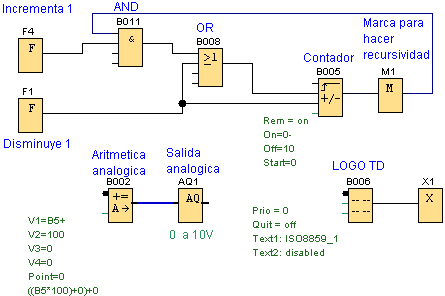
Recursividad - Aplicación en un Contador de 0 a 10
Vamos a utilizar como entrada y salida el
Logo! TD display. : Cuando uno oprime la flecha derecha se incrementa en uno la
cuenta, cuando uno oprime la flecha izquierda se decrementa en uno la cuenta.
La cuenta va de 0 a 10 en pasos de uno. El resultado se muestra en el
Display en una barra que avanza.
Aquí el diagrama:
El display muestra un gráfico de barra que
avanza según el contador (desde 0 a 10):
Voy aplicar el programa de arriba para
manejar una salida análoga de 0 a 10 V.
TRATAMIENTO DE
SEÑALES ANALÓGICAS
Principios básicos
Analógico y digital
Una señal analógica es un valor que representa a una magnitud física, estas pueden adoptar un valor cualquiera dentro de un rango definido. Lo contrario de analógico es digital. Una señal digital sólo puede tener dos estados, a saber: 0 y 1, es decir "off" y "on", respectivamente.De la señal eléctrica al valor analógico.
Proceso básico
Entrada Analógica:
"Magnitud Real"
a Magnitud eléctrica
Una "magnitud real" o la magnitud
física (Ejemplos: temperatura, presión, velocidad, otros..) debe convertirse a
una magnitud eléctrica. Un sensor externo realiza esta conversión, y esta debe
ser con una relación lineal.
Es común que una magnitud física se convierta
por el sensor (valores manejados):
Tensiones o Voltaje:
0 a 10 V
-10V a +10V
Intensidades o Corriente:
0 a 20 mA
4 a 20 mA
Nota: LOGO! puede leer en una entrada analógica
tensiones entre 0 V y 10 V, o bien intensidades entre 0 mA y 20 mA.
Normalización:
Un PLC convierte a la señal electrica que toma
en su entrada analógica en un "valor normalizado". El valor
normalizado es un número para su procesamiento en el programa.
En LOGO! la magnitud eléctrica se convierte en un valor comprendido entre 0 y 1000; y es un valor analógico normalizado.
En LOGO! la magnitud eléctrica se convierte en un valor comprendido entre 0 y 1000; y es un valor analógico normalizado.
Para poder adaptar el valor normalizado a la
aplicación, LOGO! calcula el valor analógico a partir del valor normalizado en
una función especial analógica, considerando la ganancia (Gain) y el decalaje
de origen (Offset).
Escalamiento:
Para adaptar el "valor normalizado" a un "Valor Real" en una salida, por ejemplo mostrar el valor de la magnitud física en un display, hacemos el siguiente calculo, lo explicamos con un ejemplo:
Tenemos una Magnitud Real de Temperatura de -50 C a 100 C que será capturada y procesada en el PLC Logo! Señal eléctrica del sensor: 0 ---- 10V ( y corresponde igual al rango de la entrada analógica, en este ejemplo):
Magnitud
Real, temperatura C:
|
-50 ..... 100
|
Señal eléctrica
del sensor (entrada analógica), V
|
0 ..... 10
|
Rango
de la entrada analógica, V
|
0 ..... 10
|
Valor
normalizado:
|
0 ...... 1000
|
Gráficamente:

La normalización es una función lineal, aquí tenemos 2 puntos de la
función de normalización: para una entrada analógica de 0 V le corresponde un
valor normalizado de 0 y para una entrada análogica de 10 V le corresponde un
valor normalizado de 1000.
Esto obedece a la ecuación de una recta: Y = m X + b
Y : es el valor real
X : es un valor normalizado
m : Gain o Ganancia
b : Offset
X : es un valor normalizado
m : Gain o Ganancia
b : Offset
Tenemos:
y en el ejemplo, la ganancia es:

y el Offset o
desplazamiento es:
Otro ejemplo, suponiendo que el sensor nos da otro rango de señal:
Magnitud
Real, temperatura C:
|
-50
..... 100
|
Señal
eléctrica del sensor (entrada analógica), V
|
2 .....
10
|
Rango
de la entrada analógica, V
|
0 .....
10
|
Valor
normalizado:
|
200
...... 1000
|
Observe que en este caso para una entrada analógica de 2 V le corresponde un valor normalizado de 200 y para una entrada anlogica de 10 V le corresponde un valor normalizado de 1000, estos son 2 puntos de la funcion lineal de escalamiento.
Calculando:
Gain = ( (100 - (-50)
) / (1000-200) A
Gain = 0.1875
Offset = -87.5
Puede comprobar que se cumpla: Valor real = (valor normalizado) * Gain + Offset.
Entradas Analógicas
Gain = 0.1875
Offset = -87.5
Puede comprobar que se cumpla: Valor real = (valor normalizado) * Gain + Offset.
Entradas Analógicas
En Logo las entradas son numeradas consecutivamente. El modulo
Logo! 12/24, se configura para tener dos o cuatro entradas analógicas. Por omisión
Logo! esta configurado para 2 entradas analógicas propias. Con un módulo de expansión
de entradas analógicas AM2: A1 y A2 corresponden a las entradas I7 y I8 del
Logo!, y la A3, A4 corresponderán al módulo de expansión AM2. Con dos módulos
AM2: A1 y A2 corresponden a las entradas I7 y I8 del Logo!, y la A3, A4 corresponderán
al primer módulo de expansión AM2 y A5, A6 al segundo módulo AM2.
Logo! soporta hasta 8 entradas analógicas o 4 módulos de expansión AM2, en ese caso A1, A2 corresponderá al primer módulo AM2 y sucesivamente.
Logo! soporta hasta 8 entradas analógicas o 4 módulos de expansión AM2, en ese caso A1, A2 corresponderá al primer módulo AM2 y sucesivamente.
Si Logo! se configura para tener cuatro entradas analógicas A1, A2, A3 y
A4 corresponden a las entradas I7, I8, I1 y I2 respectivamente. A5, A6 y
sucesivamente corresponderán a los módulos de expansión AM2.
Programa:
Para el primer ejemplo, tenemos:
Para el primer ejemplo, tenemos:
El valor de temperatura va de -50 a 100 C. El sensor entrega una señal
de salida de 0 a 10 V
La entrada analógica de Logo! convierte esa señal analógica en un valor digital desde 0 a 1000 (valor que se procesa internamente)
La entrada analógica de Logo! convierte esa señal analógica en un valor digital desde 0 a 1000 (valor que se procesa internamente)
Esa misma entrada, ya digital; de 0 a 1000 se entrega a la salida analógica AQ1 del módulo de expansión AM2 (no olvidar que una salida analógica en Logo! debe tener como entrada un número entre 0 a 1000). La señal de salida será de 0 a 10V o de 4 a 20 mA.
Un amplificador analógico es útil para visualizar en el display el valor real de la VP (Variable de Proceso).
. Este bloque toma la señal analógica
de entrada y hace el escalamiento de valor de entrada de 0 a 1000 a valores
reales. En la pantalla de configuración de este bloque:
Aquí, seleccionamos el sensor, el rango de medida de la variable real y
Logo! calcula Gain y Offset. Este bloque también se emplea para normalizar el
resultado de operaciones analógicas que se conectan, por ejm., a una salida
análogica (ya estas solo procesan valores dentro del rango de 0 a 1000).
En el TD-Display solo estoy mostrando la salida del Amplificador Analógico.
El "conmutador analógico de valor de umbral" lo estoy utilizando para prender la salida Q1 cuando el valor de temperatura este entre 20 y 50, la configuración del bloque es:
El "conmutador analógico de valor de umbral" lo estoy utilizando para prender la salida Q1 cuando el valor de temperatura este entre 20 y 50, la configuración del bloque es:
Su configuración es similar al "amplificador analógico" y en
el "Valor de umbral" indicamos el rango donde se activa y desactiva
la salida.
Aplicación: Generador de salida de voltaje variable.
Para la prueba de una aplicación requiero tener una salida variable de voltaje (y corriente) a fin de utilizarla para simular la entrada de un transmisor y también para controlar dispositivos como un variador de frecuencia.
Utilizaré la aplicación del contador de 0 a 10 que se controla con las
teclas de función y presenta la cuenta en una barra gráfica, que se desarrolló
arriba; para tener una salida de 0 a 10 voltios en paso de 1V. Aquí el
programa:
Solamente he añadido un operador analógico y una salida analógica.
El operador analógico multiplica el resultado del contador por 100 y lo entrega a la salida analógica, esto se configura así:
El operador analógico multiplica el resultado del contador por 100 y lo entrega a la salida analógica, esto se configura así:
APLICACIÓN: Máquina llenadora de líquidos de un cabezal.
Descripción:
Es un equipo para el llenado de envases cilíndricos o cónicos de metal o plástico con líquidos o pastas de baja y mediana viscosidad.
Los baldes vacíos se colocan al inicio de una faja transportadora.
Al otro extremo de la faja transportadora salen los baldes llenos. El
equipo se complementa principalmente con un alimentador de baldes, colocadora
de tapas, cerradora de tapas que pueden ser resueltos con operaciones manuales,
con equipos mecánicos o automatizados.
Aquí se resuelve la automatización del llenado..
Aquí se resuelve la automatización del llenado..
Descripción
Tecnológica:
Se resuelve con una llenadora volumétrica
electroneumática: con mandos eléctricos y actuadores neumáticos. Los baldes son
trasladados por una faja transportadora; y sensores y frenos lo detienen debajo
de un cabezal de llenado. El volumen del llenado es "medido"
por el desplazamiento de un pistón que recorre el cilindro de la
"bomba" de llenado; entonces se regula el volumen variando la
posición del límite de carrera "S6" en el diagrama de abajo.
Funcionamiento:
Al inicio, los posición de los pistones
es tal como se muestra en el diagrama de abajo. No debe haber ningún balde bajo
el cabezal.
Con la marcha, se arranca la faja transportadora
que transporta la fila de baldes vacíos hacia debajo del cabezal de llenado (y
esto no se detiene hasta que se oprima el botón de parada S2).
El primer balde presiona S4 y se lanza
el freno que lo detiene y se inicia el llenado (se levanta el pistón de la
bomba, desde la posición S5 hasta S6). S6 tiene una posición deslizante
que el operario regula, así regula el volumen de llenado.
Cuando se alcanza el S6 se termina el
llenado y el pistón de la bomba desciende, y solo cuando se alcance S5 se
libera el freno, y se reinicia el ciclo.
El modo de lavado es utilizado para
lavar el equipo con solvente; para esto se coloca un lavatorio bajo el cabezal
y el pistón de la bomba funciona sin detenerse y sin activarse
la faja y el freno..
Esquema Tecnológico:
Aquí el diagrama para
el PLC Logo!:
S4 debe colocarse para actuar un solo un pulso; es decir el balde cierra S4 y avanza unos centímetros adelante, liberando S4. Como los baldes son cilíndricos no hay problema para que S4 se ubique entre 2 baldes. El balde luego de presionar S4 avanzará unos pocos centímetros, esto también da el tiempo para que el pistón de freno salga y se encuentre extendido a la llegada del balde y se evita que este golpee directamente al balde. Cuando el balde topa con el freno, se encuentra bien posicionado bajo el cabezal y se inicia el llenado.
Para este desplazamiento del balde, entre el contacto de S4 y su posición contra el freno, se está dando con T005 un tiempo de demora de 0.5 segundos antes de iniciar el llenado.
(Disponible para otras versiones; con más cabezales y accesorios.)
SUGERENCIAS DE
APLICACIONES PARA EL PLC
Aplicación
BOMBEO DE TANQUE
Se requería que un motor bomba encendiera al
detectar un nivel alto en depósito, y se quedara encendido por un tiempo
calculado para darle oportunidad a bomba vaciar este tanque en forma
considerable y así evitar muy continuos arranques de la bomba, ya que flotador
manejaba un rango de nivel muy limitado.
Enlaces de Interés
Rockwell
Automation : http://www.rockwellautomation.com/
Allen-Bradley-Rockweel Automation product: http://ab.rockwellautomation.com/
Allen-Bradley-Rockweel Automation product: http://ab.rockwellautomation.com/
En esta página de Allen Bradley pueden descargarse
versiones light libres de RSLogix 500 y de RSLin Classic Lite :
http://www.ab.com/linked/programmablecontrol/plc/micrologix/downloads.html
Se recomienda descargar:
Micro_Lite_830.zip : RSLogix Micro Starter
Lite (v8.30) without RSLinx — for offline programming (English) 30MB. Es la versión
Light que reemplaza al RS Logix 500.
--------------------------------
RSLinxClassicLitev2.57.exe: RSLinx Lite software - needed for online programming [365MB EXE]. Es el software para la conexión con el PLC. si no tiene el PLC, debe descargar el simulador del PLC, a continuación;
--------------------------------
Free Emulation Software for MicroLogix 1000, 1100, 1200, 1400 and 1500 :
rsemulate500.zip:
--------------------------------
RSLinxClassicLitev2.57.exe: RSLinx Lite software - needed for online programming [365MB EXE]. Es el software para la conexión con el PLC. si no tiene el PLC, debe descargar el simulador del PLC, a continuación;
--------------------------------
Free Emulation Software for MicroLogix 1000, 1100, 1200, 1400 and 1500 :
rsemulate500.zip:
•RSLogix Emulate 500 [9MB] ; Es el simulador del PLC Micrologix 500,.
--------------------------------
Una alternativa es descargar el simulador de
TheLeargingPit, lo malo es que no utiliza el mismo formato que el RS Logis
500.:
Curso de programación del
Grupo Maser: http://www.grupo-maser.com/PAG_Cursos/Auto/auto2/auto2/PAGINA%20PRINCIPAL/PLC/plc.htm
Descargar manual de práctica del Micrologix: http://www.docentes.utonet.edu.bo/xtapiag/wp-content/uploads/LABORATORIO_4_ELT3932-2-2010.pdf
http://www.jorgeleon.terradeleon.com/automatizacion/PLC_1/index.html
Suscribirse a:
Comentarios (Atom)